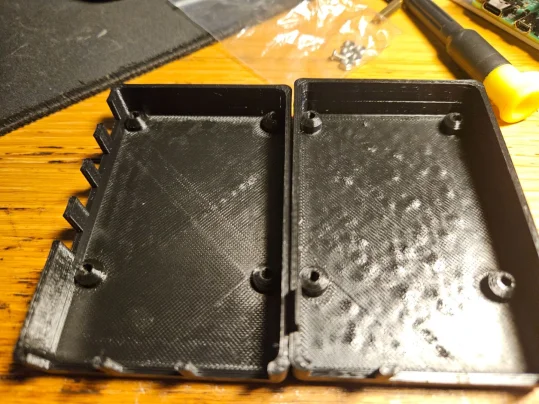
Jag provade att nu att ställa ner Print Speed från 300 mm/s till 80 mm/s. Förhållandet mellan Print Speed och Infill Speed är 1:1, så infill-hastigheten var även den på 300, men nu har den följt med ner till 80. Det gjorde en rejäl skillnad!
<Uppladdad bildlänk>
Jag tänkte lite eftersom att jag hade valt både vilken skrivare jag kör med och vilket filament som användes så skulle alla inställningar justeras till lämpliga nivåer... Temperaturer ändras med materialval i Creality Print, men inte utskriftshastigheten tydligen.
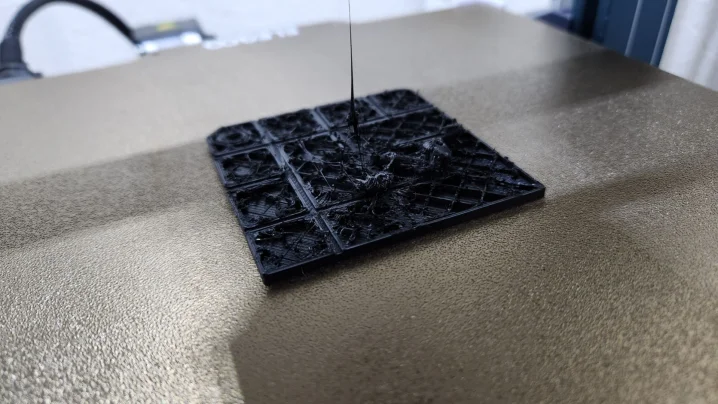
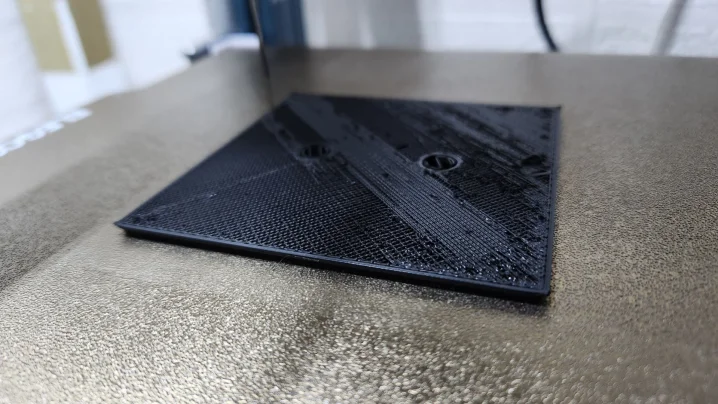
Hörnen ser dock lite trökiga ut fortfarande. Bilden här föreställer det värsta exemplet:
<Uppladdad bildlänk>
Men det har väl kanske och göra med att det det ska retarderas och accelereras när det ska faras iväg i en annan riktning. Skulle Pressure Advance, som någon nämnde tidigare, vara till hjälp här? Kan tänka mig att det också hjälper att undvika räta vinklar, och helt enkelt runda av hörnen redan när 3D-modellerna designas?
Jag har kikat lite åt Cura-hållet, verkar vara en det som Creality Print bygger på? Fast med till exempel möjligheter att använda plugins o.s.v.
Det verkar som att det var den hiskeliga hastigheten vid infillen(300 mm/s, PETG) som var den stora boven i dramat.
Byggplattan hålls på 80 grader för PETG enligt materialprofilen i Creality Print, så borde inte vara för kallt. Utskrifterna har suttit fast riktigt rejält på byggplattan efteråt. Det var nog inte problemet. Tror jag.
Lite andra funderingar här, angående ljudkaraktärer och nivåer.
Ur kartong så verkar det vara något tjall med kylfläkten för hotenden på skrivaren. Vid varje tillfälle då fläkten snurrar igång låter det som att den inte är riktigt frisk i ungefär 30 sekunder, för att sedan liksom ta sig över en slags "tröskel", då den går upp i hastigheten och börjar låta betydligt bättre. Låter det inte helt perfekt då heller, upplever att den låter och vibrerar en hel del!
Fläktuppstart
Hur låter 3D-skrivare rent allmänt när de jobbar? Har aldrig hört någon förut och tycker att det väsnas en del när den kör omkring med skrivarhuvudet och bädden i de olika axlarna.
Slutligen,
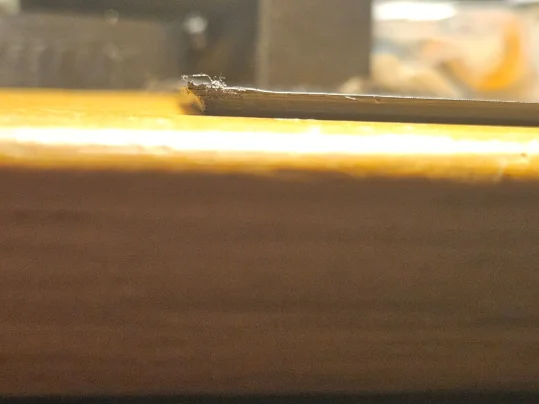
Bädden åker runt på två stänger. Den ena av dessa sitter stadigt, rör sig inte om man tar tag i den och vickar åt alla olika håll. Däremot, den andra går liksom att lyfta och vicka någon millimeter. Men det kanske ska vara så, finnas lite möjlighet för det att röra på sig?
Finns en skruv precis ovanför änden på stången i bild men skruvskallen tar emot innan skruvens ände har nått ner till stången.
Något som behöver lösas?